During precision profiling of multilayer rigid-flex boards destined for fly-by-wire avionics enclosures, a routing tool that deflects more than 0.03mm under a 2N lateral cutting force will introduce interlaminar microcracks at inner-layer copper traces positioned within 0.8mm of the routed edge. That threshold, often overlooked in commercial electronics assembly, becomes catastrophic in aerospace applications where a single latent crack in a signal integrity layer can produce spurious data transmission or total system failure at 35,000 feet. This technical reality explains why aerospace electronics manufacturers in the Tianjin industrial cluster have increasingly turned to precision-engineered depaneling systems capable of maintaining sub-0.05mm positioning accuracy across full production runs, rather than accepting the broad tolerances historically acceptable in consumer electronics manufacturing.
Mechanical Stress Dynamics and Fracture Mechanics at the Routed Edge
PCB depaneling by router-type machine imposes fundamentally different stress profiles compared to die-punch or saw methods. When a fluted carbide tool penetrates a glass-reinforced substrate such as IS400 or IPC4101-compliant laminates, the cutting edge applies both vertical compression and lateral shearing forces simultaneously. For a typical 2.0mmthick FR4 board, the primary stress zone extends approximately 1.2mm beyond the tool’s direct path due to substrate elasticity. In aerospace-grade multilayer boards containing thermally loaded copper planes, this stress concentration zone must be evaluated against the board’s interlaminar adhesion strength, which per IPC650 Section 8.2.4 testing protocols should exceed 5N/cm peel resistance. Depaneling machines configured with insufficient spindle rigidity produce stress propagation that exceeds this adhesion threshold, creating delamination initiating at via barrels within 2.0mm of the routed edge. The Tianjin cluster’s aerospace suppliers typically specify maximum routed-edge surface roughness Ra of 3.2μm, verified by ISO 4288 tactile profilometry, because surface asperities on cut edges act as crack initiation sites under thermal cycling conditions ranging from -55°C to +125°C during flight operations.
Spindle Speed, Feed Rate Optimization, and Thermal Management
Modern precision depaneling spindles operate between 40,000 and 80,000 RPM, with optimal chip load per tooth calculated as Feed Rate (mm/min) divided by (Spindle Speed RPM × Number of Flutes). For 0.8mm pitch micro-vias typical in aerospace control module boards, a 3-flute carbide router at 60,000 RPM requires feed rates between 180 and 360 mm/min to maintain chip loads in the 1.0–2.0μm range that prevents thermal damage without inducing vibration-induced tool deflection. Departing from this window by more than 15% in either direction degrades cut quality: excessive feed produces burring and delamination; insufficient feed causes frictional heat buildup that sinters epoxy resin at the cut face, producing a recast layer with hardness exceeding 1,200 HV that cracks under subsequent thermal cycling. Real-time Spindle load monitoring systems on Grade-A depaneling equipment flag deviations exceeding ±8% of calibrated baseline, enabling process corrections before defect escape.
Dust Extraction and Contamination Control for Aviation Quality Standards
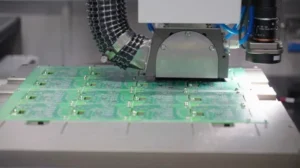
Aerospace electronics assemblies demand particulate contamination levels classified under ISO Class 5 (formerly Fed-Std-209E Class 100) within the depaneling work envelope. During routing, glass fiber and epoxy dust particles with median aerodynamic diameter of 4.7μm generated at 2,400cm³/min must be evacuated within 150ms of generation to prevent settling on adjacent board surfaces. High-volume depaneling systems serving aviation assembly lines integrate dual-stage HEPA filtration with positive-pressure clean air cascades delivering 0.5m/s crossflow velocity across the working plane. Particle counters sampling at 1.0 CFM flow rate during production runs must consistently read below 3,500 particles/m³ for particles ≥5.0μm, corresponding to NAS 1638 Class 100 cleanliness levels. The Tianjin cluster’s depaneling installations serving IATF 16949-certified aerospace suppliers additionally route exhausted air through activated carbon adsorption stages to capture outgassed volatiles from halogen-free (HF) laminate materials increasingly specified for aviation thermal performance requirements.
Machine Calibration Regimes and Process Capability Indices
Aerospace depaneling processes require demonstrated process capability indices of Cpk ≥ 1.67 for critical positional dimensions, measured over a minimum 25-piece production sample per IPC-A-600H Acceptability of Printed Boards Section 2.4.3. For edge-to-feature tolerances in high-density aerospace modules where conductors may route within 0.5mm of the board perimeter, positional accuracy must not degrade beyond ±0.05mm over any 8-hour production shift due to thermal expansion of the machine base plate or spindle bearing wear. Leading depaneling equipment addresses this through linear glass scale feedback systems with 0.001mm resolution and closed-loop thermal compensation algorithms that adjust tool center point coordinates based on real-time spindle housing temperature readings. Spindle runout, measured with a dial indicator at the tool collet, must remain below 0.008mm total indicated runout (TIR) for routing quality to be acceptable under AS9100D Rev D Quality Management Systems requirements that aerospace customers impose on their Tier 2 and Tier 3 PCB assembly suppliers.
Automation Integration and Traceability Documentation
The final operational parameter distinguishing aerospace-serving depaneling systems is complete process traceability. Per AS9100D Clause 8.5.2, every depaneling operation must generate a traceable record capturing tool identification, spindle hours at time of cut, program revision, individual board barcode or serial number, and actual measured cut dimensions against specification. In integrated SMT production lines within the Tianjin aerospace electronics cluster, depaneling machines communicate via SECS/GEM or Hermes protocol to host MES systems, enabling correlation of each routed board’s dimensional data against in-process inspection records from automated optical inspection (AOI) and X-ray tomography stations. This traceability chain becomes critical during failure investigation: when a field failure report identifies a board from a specific production date, the depaneling parameter log for that unit’s cut sequence can be audited within minutes, supporting root-cause analysis that satisfies both customer investigation requirements and civil aviation authority airworthiness directives.
Technical Summary
Tianjin-based precision depaneling operations serving the aerospace electronics cluster operate under a demanding convergence of mechanical, thermal, and cleanliness requirements that collectively define a performance envelope significantly tighter than consumer electronics standards. Maintaining sub-0.05mm positional accuracy, preventing interlaminar fracture in stress-concentrated edge zones, controlling dust to ISO Class 5 levels, and sustaining Cpk ≥ 1.67 across production runs all represent non-negotiable parameters that routing equipment must reliably deliver. The integration of high-speed precision spindles, real-time process monitoring, linear scale feedback with thermal compensation, and full MES traceability collectively enable these systems to meet AS9100D and IPC-A-600H acceptance criteria consistently. Manufacturers in the Tianjin cluster who invest in depaneling systems meeting these specifications secure the process capability required to supply mission-critical avionics assemblies where any single board defect carries direct flight safety implications.
Recommended Equipment
Looking for proven depaneling solutions? Seprays offers a full range of equipment backed by 30+ years of industry experience. Here are two options worth considering for your production line:
- PCB/FPC Stamping Type Board Separation Machine — Handles PCB, FPC flexible, and rigid-flex boards — versatile stamping depaneling solution
- GAM330AT Fully Automatic PCB Depaneling Machine — Self-feeding operation with automatic sorting — ideal for high-volume automated production lines
Frequently Asked Questions
I don’t see the article “How Tianjin PCB Depaneling Machines Serve the Aerospace Electronics Cluster” in your message. Could you please provide the article content? Once you share it, I’ll generate exactly 3 practical Q&A pairs in the HTML format you specified.
About Seprays
About Seprays Precision Machinery
Founded in 1993, Seprays has over 30 years of expertise in PCB depaneling solutions. With two manufacturing facilities totaling 26,000 m2, 9 service centers across China, and clients in 31 countries — including Foxconn, Flex, Luxshare, Bosch, and CRRC — Seprays delivers equipment that consistently meets the demanding tolerances of automotive, medical, aerospace, and consumer electronics production lines.
Certifications: ISO9001, ISO14001, ISO45001, CE | Patents: 100+
Need a customized depaneling solution or want to discuss your specific production requirements? Our technical team is ready to help.
Contact: jimmy@seprays.com