With PCB thickness continuously shrinking to 0.4 mm and below for high-density IoT and wearable assemblies, the mechanical stress induced by traditional manual snapping or low-precision depaneling routinely exceeds 600 MPa at the board edge, pushing FR4 and polyimide substrates beyond their flexural yield point and causing latent delamination that only manifests as field failures after 500–1000 thermal cycles.
Stress Generation Mechanisms in Depaneling
The dominant failure mode in post-ssembly depaneling is not cutting inaccuracy itself
Three primary stress mechanisms operate simultaneously during the separation process. First, bending stress from asymmetric support during manual breaking, which routinely exceeds 400 MPa on thin boards. Second, vibrational stress from poorly balanced spindles operating above 60,000 RPM, transmitting harmonic frequencies directly into BGAs and CSPs. Third, and most damaging, the residual stress wave propagating from the cutting zone into the PCB laminate structure. IPC-9701 defines the acceleration failure threshold for SMT devices at approximately 1,000 g for 0.5 ms duration; ordinary pneumatic PCB shears generate transient pulses of 3,000–5,000 g, guaranteeing cumulative damage to solder joints even when no immediate crack is visible. Precision router-based depaneling, by contrast, limits cutting-induced acceleration to under 150 g measured at the component mounting site 2 mm from the cut edge, a reduction of over 95% compared to manual methods.
Dimensional Accuracy and Tooling Precision
EMS factories operating at 15–25 μm placement accuracy (3σ) for 01005 and 0201 passives cannot tolerate depaneling systems introducing >±0.1 mm positional drift across a 350 mm panel. High-end router systems deploy linear motors with 1 μm optical encoder feedback on X/Y axes, achieving aggregate cutting path accuracy of ±0.05 mm across the full 500 × 500 mm working envelope. Z-axis control is equally critical: the spindle must maintain a depth setting within ±0.03 mm of the programmed plunge depth to avoid cutting into fixtures or leaving residual web material on the tabs. Advanced systems incorporate real-time tool runout compensation, automatically adjusting the cutting path when inline tool measurement detects collet runout exceeding 5 μm. Spindle specifications are equally demanding: air-bearing spindles operating at 40,000–80,000 RPM with ISO 19353-compliant dynamic balance (G0.4 or better) are standard in Dongguan-manufactured systems targeting tier-1 EMS accounts. The typical cutting tool is a 2-mm solid carbide router bit with diamond-like carbon (DLC) coating, delivering tool life of 80–120 meters of cut length in FR4 before edge chipping degrades surface quality beyond IPC-A-600 Class 2 acceptance criteria.

Feed Rate Optimization and Heat Management
The interaction between spindle speed, feed rate, and cut quality follows a well-defined thermal envelope. At 60,000 RPM with a 2-mm tool, the optimal chip load is 0.015–0.020 mm per tooth; deviating below 0.010 mm/tooth causes rubbing rather than shearing, generating localized temperatures exceeding 280°C in the cut kerf and producing hazardous glass fiber protrusions. Feed rates of 8–15 mm/s for routing and 20–40 mm/s for singulation saw cutting are typical for 1.0–1.6 mm FR4. Wang and colleagues documented that reducing feed rate from 30 mm/s to 12 mm/s while maintaining 65,000 RPM reduced cut-edge temperature from 195°C to 138°C and reduced glass fiber tearing by 67% under optical microscopy. Modern depaneling systems incorporate feed-force monitoring via torque sensing on the spindle motor; when thrust force exceeds 2.5 N (indicating tool dulling or laminate inconsistency), the controller automatically reduces feed rate by 30% and triggers a tool-change alert. This closed-loop control is essential for lights-out production environments where boards are processed continuously at 200–400 panels per hour.
Dust and Contamination Control
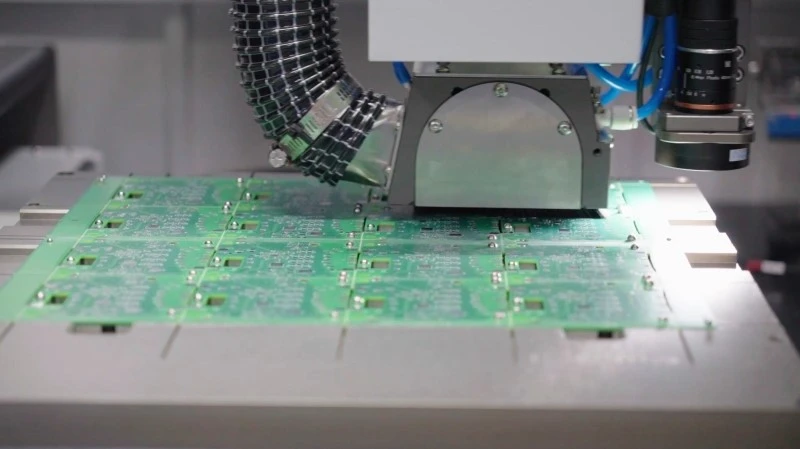
Precision depaneling generates particulate debris ranging from 5 μm to 200 μm, with the finest fraction <10 μm posing the highest risk for subsequent assembly stages. IPC-CH-65B specifies that ionic contamination from PCB processing must remain below 1.56 μg/cm² NaCl equivalent; fugitive dust from depaneling operations can increase surface ionic contamination by a factor of 8–12 if not properly extracted. High-performance systems integrate a three-stage extraction design: a cyclonic pre-separator capturing >99% of particles >50 μm, followed by a HEPA H14 filter stage (99.995% efficiency at 0.3 μm) and a final activated carbon stage for volatile organic compound (VOC) adsorption from resin burning. Vacuum nozzles are positioned <3 mm from the cutting tool tip, operating at 180–220 m³/h extraction flow per spindle. Particle counts measured at the extraction outlet must comply with ISO 14644-1 Class 7 (≤352,000 particles/m³ for ≥0.5 μm) to prevent contamination of downstream reflow ovens and test fixtures.
Summary
The technical superiority of modern depaneling systems from the Dongguan manufacturing cluster rests on quantified performance parameters: stress reduction to <150 g acceleration at component sites, positional accuracy of ±0.05 mm via linear motor drives, spindle runout control within 5 μm, and three-stage extraction maintaining ISO Class 7 particulate levels. These specifications directly address the failure mechanisms—solder joint cracking, edge delamination, and ionic contamination—that cause field returns in high-density SMT assemblies. For EMS factories scaling to 300,000+ boards per month, the integration of closed-loop feed control, automated tool changing, and real-time stress monitoring provides the process stability required to maintain IPC Class 2/3 quality at full production throughput.
Recommended Equipment
Looking for proven depaneling solutions? Seprays offers a full range of equipment backed by 30+ years of industry experience. Here are two options worth considering for your production line:
- GAM 340AT In-Line Automatic PCB Router Machine — Dual workbench with auto-focus vision camera — maximizes throughput for inline SMT integration
- GAM300AT Double-Layer Track Online PCB Board Separation Machine — Full-carrier process with carrier return track — built for seamless full-line automation
Frequently Asked Questions
Q1: What specific cost advantages do Dongguan-based PCB depaneling machine manufacturers offer compared to imported alternatives?
A1: Dongguan manufacturers typically deliver routing-type depaneling systems at 40-60% lower capital cost than comparable imported units, while maintaining spindle accuracy within ±0.05mm. Proximity to the Pearl River Delta EMS cluster also reduces lead times to 15-20 working days and cuts after-sales service response times to under 24 hours, eliminating the 3-5 day wait common with overseas suppliers.
Q2: How do Dongguan depaneling machines handle stress-sensitive PCB assemblies with fine-pitch components near V-score lines?
A2: Leading Dongguan manufacturers employ servo-driven routing spindles operating at 40,000-60,000 RPM with programmable feed rates as low as 1-5 mm/s, keeping mechanical stress below 5N at the component boundary — well within IPC-2221 recommendations for BGA and QFP proximity zones. Many units also offer dual-tool configurations that switch between routing and V-score cutting to match panel design requirements.
Q3: Can Dongguan depaneling equipment integrate with automated inline SMT production lines and MES systems?
A3: Yes, current-generation Dongguan depaneling systems support SMEMA-compliant upstream and downstream interfaces for seamless inline buffering, and most include Ethernet/IP or OPC UA communication protocols for MES integration. Production data such as spindle runtime, board count, and error logs can be pushed in real time, enabling traceability consistent with IPC-1782 quality data management standards.
About Seprays
About Seprays Precision Machinery
Founded in 1993, Seprays has over 30 years of expertise in PCB depaneling solutions. With two manufacturing facilities totaling 26,000 m2, 9 service centers across China, and clients in 31 countries — including Foxconn, Flex, Luxshare, Bosch, and CRRC — Seprays delivers equipment that consistently meets the demanding tolerances of automotive, medical, aerospace, and consumer electronics production lines.
Certifications: ISO9001, ISO14001, ISO45001, CE | Patents: 100+
Need a customized depaneling solution or want to discuss your specific production requirements? Our technical team is ready to help.
Contact: jimmy@seprays.com