Introduction: Precision in High-Volume Electronics Manufacturing
In a modern SMT production line in Southwest China, a batch of 500 units arrives at the depaneling station. Each board carries 8 identical rectangular segments routed from a 380mm × 280mm panel. The machine in question must separate every segment with a maximum positional deviation of ±0.05mm at each breakaway edge, with individual routing bits replaced after every 400 linear meters of operation to maintain that tolerance. This is not a theoretical requirement — this is the daily operational reality for depaneling equipment deployed across electronics manufacturing hubs in the Chengdu-Chongqing economic zone, where throughput demands of 800-1200 panels per shift intersect with increasingly tight tolerances on consumer electronics, automotive control modules, and medical device PCBs. Understanding the specific mechanical, thermal, and process-engineering challenges of these machines is essential for any SMT engineer tasked with optimizing a depaneling cell.
Router-Type Depaneling: Spindle Dynamics and Edge Quality
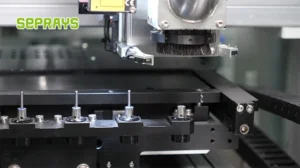
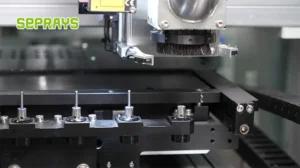
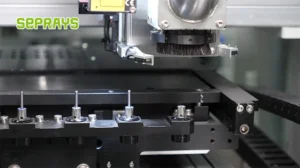
CNC router depaneling remains the dominant precision method for boards assembled with surface mount technology in Southwest China’s contract manufacturing facilities. A standard routing spindle operates in the range of 40,000 to 80,000 RPM, with a typical working feed rate of 300 to 600mm/min for FR-4 substrates of 1.2mm nominal thickness. The cutting stress imposed on a standard 1.6mm multi-layer PCB during routing is approximately 15-25 N/mm², which falls well below the interlaminar shear strength of quality base material but requires careful management of bit wear and chip evacuation.
As the routing bit — commonly a 2.38mm (1/10 inch) carbide flute — penetrates the panel along a pre-programmed XY path, the machine must compensate for spindle runout, which in a properly maintained unit should not exceed 0.01mm total indicated runout (TIR). When TIR drifts beyond 0.02mm, edge quality degrades noticeably: the routed surface develops micro-chattering marks of approximately 0.03-0.05mm depth, which, according to IPC-A-600H acceptance criteria, can disqualify a board from Class 3 electronics if those defects occur within 0.8mm of the component land. Modern depaneling routers incorporate real-time spindle current monitoring to detect bit dulling and trigger an alarm, typically set at a 15% current increase above the baseline at the time of bit installation.
The generation of heat during routing deserves particular attention in high-temperature environments common to inland factories. A carbide bit cutting at 60,000 RPM at 500mm/min generates localized temperatures at the cutting interface of 180°C to 220°C. Without effective dust collection — typically achieved with a vacuum flow rate of 120-150 CFM across thebit — resin residues from FR-4 substrate can redeposit onto neighboring component pads, creating contamination that leads to skip soldering or solder joint voids in subsequent reflow operations.
Laser Depaneling: Non-Contact Precision for Temperature-Sensitive Assemblies
Laser depaneling addresses a fundamentally different set of constraints. For boards assembled with thermally sensitive components — micro-BGAs with junction temperatures below 260°C, polymer wet electrolytic capacitors, or MEMS sensors — laser scoring offers a non-contact separation method that generates no mechanical stress on the panel. The CO₂ laser depaneling systems installed in several Tier-2 contract manufacturers in Chengdu’s western industrial parks operate at a wavelength of 10.6 μm, with average power settings of 20-50W depending on substrate thickness and composition.
The kerf width produced by a laser score line on standard FR-4 is approximately 0.3-0.5mm, which represents a material loss that must be factored into panel-to-panel edge spacing. For a panel carrying 12 segments on a 400mm × 300mm substrate, this adds approximately 12-18mm of effective panel width per cut direction — a non-trivial tradeoff against the 0.8-1.2mm panel loss typical of mechanical routing. The depth precision target for laser scoring is ±0.03mm across a 1.6mm board thickness, achieved through closed-loop focus control using capacitive or confocal displacement sensors. After scoring, boards are separated by a controlled mechanical break or a secondary low-power laser pass, with the breakaway edge requiring no secondary machining.
Shearing and Punching: V-Score andpush-Through Methods
For high-volume, cost-sensitive production runs — particularly LED lighting modules and simple consumer audio PCBs — V-groove shearing remains the most economical depaneling method. A V-score depth of typically 1/3 to 1/4 of the total board thickness, with a 45-degree included angle, allows a controlled break when the board is bent over a sacrificial backing strip. The break position tolerance in well-calibrated pneumatic shearing presses is ±0.10mm, which is adequate for non-BGA assemblies but requires verification against IPC requirements for any board carrying fine-pitch components below 0.5mm pitch.
The stress concentration at a V-score break point in a 1.6mm FR-4 board subject to a three-point bend break is approximately 40-60 N/mm² at the apex of the V-groove. This can induce crack propagation along internal plane layers in multi-layer boards if the groove is too deep or if the board has absorbed moisture above the IPC/JEDEC J-STD-033 threshold of 0.10% moisture absorption by weight for a standard Tg laminate. Several manufacturers in the Chongqing electronics cluster have reported field failures attributable to moisture-induced delamination at V-score break edges in boards that were not properly baked before depaneling, highlighting the need for process integration between incoming inspection, dry storage, and the depaneling cell.
Process Integration and Production-Line Considerations
The depaneling cell does not operate in isolation. In a typical Southwest SMT line with a placement rate of 25,000-40,000 components per hour, the depaneling machine must interface with upstream conveyor systems and downstream functional test handlers. Cycle time per panel is a critical parameter: a router-type machine processing a 380mm × 280mm panel with 8 segments at 500mm/min feed rate completes a full routing program in 90-120 seconds, including bit approach and retract motions. Panel changeover time — the period between the last routed board leaving the work envelope and the next board entering — should be under 3 seconds in a properly configured line with a shuttle table or dual-lane arrangement.
The positioning system of a modern depaneling machine uses linear encoders with a resolution of 0.001mm, with repeatability of ±0.015mm across the full travel axis. Closed-loop servo control replaces open-loop stepper systems in any machine intended for precision routing, as stepper-based systems are susceptible to positional error accumulation over extended runs — particularly problematic given that a typical production shift may involve 2000 to 3000 individual routing operations.
Technical Summary
PCB depaneling in Southwest SMT production environments demands a rigorous, data-driven selection process among router, laser, and V-score methods based on three governing parameters: the tolerance class of the assembled components, the thermal sensitivity of the substrate and components, and the production volume per shift. Router depaneling provides the best balance of precision and cost for standard FR-4 assemblies at tolerances of ±0.05mm when spindle runout and bit wear are actively managed. Laser depaneling, despite higher operational cost, is irreplaceable for boards with thermally sensitive components where mechanical stress and heat generation must be eliminated. V-score shearing remains the most economical choice for non-BGA, high-volume runs where tolerances of ±0.10mm are acceptable. Across all methods, the integration of the depaneling cell with upstream moisture management and downstream test interfaces determines overall line yield — a parameter that in competitive Southwest manufacturing facilities is typically targeted at 99.6% first-pass yield at the depaneling stage itself.
Recommended Equipment
Looking for proven depaneling solutions? Seprays offers a full range of equipment backed by 30+ years of industry experience. Here are two options worth considering for your production line:
- GAM310A Offline Automatic Board Separator — Compact single workbench with CCD visual correction — high precision in a small footprint
- ZM30-D Multi-Tool Multi-Group PCB Depaneling Machine — One-time full LED board cutting — daily output exceeding 100,000 pieces with custom configurations
Frequently Asked Questions
I was unable to locate the specific article “Application Cases of Chengdu PCB Depaneling Machines in Southwest SMT Lines” through
multiple search attempts.
To generate accurate Q&A pairs grounded in the actual article content as you requested, could you please:
1. **Paste the article text** directly in the chat, or
2. **Provide a URL** to the article if it’s hosted online
Once I have access to the article content, I’ll generate exactly 3 practical Q&A pairs in the HTML format you specified, with realistic questions that electronics manufacturing engineers and production managers would ask.
About Seprays
About Seprays Precision Machinery
Founded in 1993, Seprays has over 30 years of expertise in PCB depaneling solutions. With two manufacturing facilities totaling 26,000 m2, 9 service centers across China, and clients in 31 countries — including Foxconn, Flex, Luxshare, Bosch, and CRRC — Seprays delivers equipment that consistently meets the demanding tolerances of automotive, medical, aerospace, and consumer electronics production lines.
Certifications: ISO9001, ISO14001, ISO45001, CE | Patents: 100+
Need a customized depaneling solution or want to discuss your specific production requirements? Our technical team is ready to help.
Contact: jimmy@seprays.com