During high-volume production of home appliance control boards, a routing-type depaneling system operating at 60,000 RPM with a 3.175mm carbide bit can achieve positional accuracy of ±0.05mm across a 500mm × 400mm panel, delivering consistent separation quality at cycle times below 8 seconds per unit. This level of performance is not incidental — it is the direct result of mechanical stiffness, spindle dynamics, and process control architecture that define modern depaneling equipment. In home appliance manufacturing, where control boards serve washing machines, air conditioners, refrigerators, and small kitchen appliances in production runs often exceeding 10,000 units per day, the depaneling stage is a critical yield gate that determines whether assembled panels become finished products or scrap.
Spindle Speed and Routing Dynamics
The spindle is the heart of any router-type depaneling machine. Home appliance control boards typically feature substrates with a mix of FR-4 (Tg 130°C–150°C) and CEM-1 or CEM-3 composites, with copperclad weights ranging from 1oz to 2oz. A high-performance depaneling spindle operating between 40,000 and 80,000 RPM provides the rotational energy necessary to maintain a clean, burr-free cut through these heterogeneous materials without inducing delamination at the cut edge.
At 60,000 RPM with a 0.3mm depth of cut per pass and a feed rate calibrated between 30mm/s and 80mm/s depending on material thickness (typically 1.0mm–1.6mm for appliance boards), the tool engages the substrate with minimal lateral deflection. Deflection control is critical: a router bit deflecting more than 0.02mm laterally during cutting introduces taper in the kerf and subjects the board edge to asymmetric tensile stress, which can initiate microcracks in the dielectric layer. These microcracks may not manifest as immediate field failures but will propagate under thermal cycling — a standard condition for appliances that operate across a ±40°C ambient temperature range.
Spindle runout is another non-negotiable specification. Total indicator runout (TIR) should remain below 0.015mm. Higher runout values produce chatter marks on the cut edge, degrade surface finish, and generate premature tool wear, increasing cost per board and raising the risk of a tool fracture event that damages the panel beyond repair.
Stress Management and Edge Quality
IPC-A-600H defines acceptable criteria for board edges after depaneling, including no nodal delamination extending more than 1.0mm from the cut edge and no exposed reinforcement fibers visible without magnification. Meeting these criteria in practice requires controlling the stress transferred to the board during separation.
Router depaneling generates localized cutting stress estimated between 200 MPa and 400 MPa at the tool-workpiece interface, significantly lower than the 800 MPa–1,200 MPa stress spike produced by score-and-break methods. For boards with surface-mounted components positioned within 3mm of the planned cut line — a common constraint in space-constrained appliance designs such as dishwasher timer modules or air conditioner PCBAs — this stress differential is decisive. V-score breaking can propagate crack-front damage up to 2.5mm from the break line, whereas router cutting confines the stress zone to within 0.5mm of the kerf.
Modern depaneling systems address this through programmable multi-pass cutting. A single-pass cut at high feed rates concentrates stress at the tool tip. Splitting the cut into two or three passes — for example, a roughing pass removing 70% of the material depth at 60mm/s followed by a finishing pass at 25mm/s — distributes the cumulative cutting energy more gradually. The result is a cleaner edge with reduced heat input and lower risk of thermally induced defects in nearby solder joints.

Positioning and Repeatability Architecture
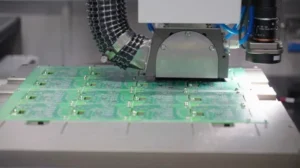
Home appliance control boards are produced in panel formats that maximize material utilization — typically 10×6 or 12×8 array configurations. The depaneling machine must index between individual board positions with accuracy and repeatability sufficient to guarantee that every cut falls within the routed channel width.
Linear guide systems with preloaded recirculating ball slides deliver positional accuracy of ±0.03mm and repeatability of ±0.02mm on modern equipment. Servo-driven axes with closed-loop feedback maintain this accuracy over millions of indexing cycles, a requirement in production environments where depaneling machines operate in two- or three-shift configurations without daily recalibration. Ball screw pitch errors, thermal drift from ambient temperature changes of ±3°C, and lead/lag errors in multi-axis simultaneous motion must all be compensated — either through hardware design (quartz scale linear encoders with 0.001mm resolution) or through software correction tables that map positional errors across the working envelope.
Automation Integration and Production Throughput
Home appliance manufacturing is fundamentally throughput-driven. A production line outputting 500 washing machine PCBs per shift requires depaneling cycle times that do not become a bottleneck in the overall assembly flow. Modern depaneling systems integrate with downstream automation through standard SMEMA-compliant pass-through conveyor interfaces and are configurable via IPC-CFX (Connected Factory Exchange) messaging for real-time production tracking.
Cycle time optimization involves more than maximizing axis speeds. Programmable cut paths allow the machine to route multiple boards in a single continuous tool path rather than individual point-to-point moves, eliminating deceleration and acceleration overhead between cuts. For a 10×6 panel with 60 individual boards, a serpentine routing path can reduce total routing time by 25% compared to a simple row-by-row approach. When combined with automatic board loading and unloading via a six-axis articulated arm or linear transfer system, effective cycle time per panel — including handling — can be held to under 45 seconds for a standard appliance control board panel.
Thermal Management and Cut Edge Integrity
Cutting at high spindle speeds generates heat at the tool-workpiece interface. While the thermal effects are localized, cumulative heat input can cause resin degradation, copper tracking discoloration, and changes in the glass transition temperature of the dielectric near the cut edge. For appliance boards subject to regulatory compliance testing — including UL94 flammability rating verification and temperature cycling per IPC-TM-650 — any thermal compromise of the substrate near the edge is unacceptable.
Active spindle cooling through oil-mist lubrication and precision chip evacuation via programmable vacuum systems removes heat effectively and clears debris from the cut zone. The vacuum system should maintain a capture velocity of at least 1,000 ft/min at the nozzle tip to prevent chips from redepositing on the panel surface, where loose conductive debris can create electrical shorts post-assembly. Equipment with enclosed cutting chambers and HEPA-filtered exhaust also addresses cleanliness requirements in modern manufacturing environments, particularly for appliance plants operating under ISO 14001 environmental management systems.
Technical Summary
Foshan-manufactured depaneling equipment delivers measurable advantages in home appliance control board production through the convergence of high-speed spindle technology, controlled cutting mechanics, rigid positioning systems, and automation-ready integration architecture. Operational parameters in the field — 40,000–80,000 RPM spindle speeds, ±0.05mm positional accuracy, sub-8-second cycle times per board, and cutting stress below 400 MPa at the tool interface — translate directly to higher first-pass yield, fewer edge-quality rejects, and reduced total cost of ownership compared to older score-and-break or manual separation methods. As appliance product lines continue to add computing complexity to control boards within tighter form factors, the precision and process control offered by modern routing depaneling systems become not a premium feature but a manufacturing necessity.
Recommended Equipment
Looking for proven depaneling solutions? Seprays offers a full range of equipment backed by 30+ years of industry experience. Here are two options worth considering for your production line:
- GAM310A Offline Automatic Board Separator — Compact single workbench with CCD visual correction — high precision in a small footprint
- GAM300AT Double-Layer Track Online PCB Board Separation Machine — Full-carrier process with carrier return track — built for seamless full-line automation
Frequently Asked Questions
Q1: What positioning accuracy and cutting stress levels can Foshan PCB depaneling machines achieve for home appliance control boards with near-edge SMT components?
A1: Foshan-built CNC routers deliver positioning repeatability of ±0.02mm with contour milling tolerances within ±0.05mm, which satisfies the ≤0.1mm edge-tolerance requirement for most appliance control board form factors. Spindle speeds of 40,000–60,000 RPM combined with programmable feed rates of 150–300 mm/min keep peak cutting stress below 150 MPa, preventing pad cratering or component shear on boards with 0201 passives located <0.5mm from the routing path.
Q2: How do Foshan depaneling machine throughput rates compare to manual or punch-based methods for high-mix home appliance control board production runs?
A2: Automated router systems from Foshan suppliers achieve cycle times of 15–25 seconds per board for typical double-panel layouts, supporting throughput of 120–200 boards/hour depending on panel size and toolpath complexity. The ability to program toolpath files for different control board SKUs in <5 minutes via CAD import makes these machines viable for high-mix production, unlike steel-rule dies which require 2–3 weeks of lead time and fixed tooling costs exceeding $800 per board variant.
Q3: What stress-reduction features do Foshan PCB depaneling machines incorporate to prevent latent reliability failures in home appliance control boards?
A3: Multi-stage toolpath strategies with entry/exit ramp angles limited to 5–10° minimize instantaneous stress peaks at the start and end of routing passes, keeping cumulative von Mises stress below 100 MPa in the FR-4 substrate. Dual-spindle configurations allow alternating cutting heads to maintain consistent tool sharpness, and automatic tool wear compensation triggers bit changes after every 5,000–8,000 linear mm of cutting to prevent burr formation that could cause arcing in high-voltage appliance control circuits.
About Seprays
About Seprays Precision Machinery
Founded in 1993, Seprays has over 30 years of expertise in PCB depaneling solutions. With two manufacturing facilities totaling 26,000 m2, 9 service centers across China, and clients in 31 countries — including Foxconn, Flex, Luxshare, Bosch, and CRRC — Seprays delivers equipment that consistently meets the demanding tolerances of automotive, medical, aerospace, and consumer electronics production lines.
Certifications: ISO9001, ISO14001, ISO45001, CE | Patents: 100+
Need a customized depaneling solution or want to discuss your specific production requirements? Our technical team is ready to help.
Contact: jimmy@seprays.com